
 EN
ENKaixin, en højteknologisk virksomhed specialiseret i forskning og udvikling, produktion og salg af polymerrørledningsventiler.
På nuværende tidspunkt er mange ingeniørplaster blevet anvendt med succes på mekaniske dele og har opnået gode resultater. Vanskeligheden ved sprøjtestøbning af ingeniørplast er imidlertid relativt stor, især skimmelsvamp er tilbøjelig til at forekomme. Hvad er årsagen til skimmelsvamp efter sprøjtestøbning af ingeniørplast, og hvordan løses det?

1. Dannelse af skimmelsvamp
Matricebegroning refererer til et fænomen, hvor vedhæftninger aflejres på overfladen af formen (se figuren nedenfor). Skimmelsvampe opstår under sprøjtestøbning af næsten al termoplast. Når de funktionelle krav til slutproduktet skal blandes med relaterede additiver (såsom modifikatorer, brandhæmmere osv.), vil disse additiver sandsynligvis forblive på overfladen af formhulrummet under støbeprocessen, hvilket fører til dannelsen af skimmelsvamp.
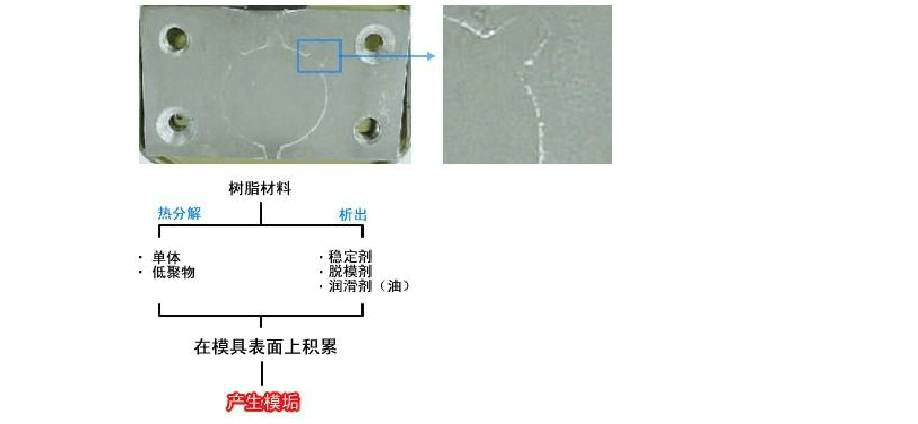
Der er andre årsager til dannelsen af skimmelsvamp. De mest almindelige årsager er som følger:
▶De termiske nedbrydningsprodukter af råmaterialer;
▶Ekstrem forskydningskraft af smeltestrømmen under sprøjtestøbning;
▶Uhensigtsmæssig udstødning;
Skimmelsvampen tilsmudsning forårsaget af ovenstående er ofte en kombination af forskellige faktorer, og det er meget besværligt at finde ud af, hvad der forårsager skimmelsvampen, og hvordan man forhindrer det, og skimmelsvampen vil først danne sig efter et par dage.
2. Typer af skimmelsvamp
1) Forskellige tilsætningsstoffer producerer specifikke typer skimmelaflejringer. Brandhæmmeren vil reagere ved høj temperatur for at danne nedbrydning og muligvis producere skimmelskalaprodukter. Under påvirkning af for høj temperatur eller ekstrem forskydningskraft vil anti-slagmidlet adskilles fra polymeren og forblive på overfladen af formhulrummet for at danne skimmelsvamp.
2) Pigmentet i den termoplastiske ingeniørplast smelter ved høj temperatur, hvilket vil reducere støbematerialets termiske stabilitet, hvilket resulterer i kombinationen af nedbrudt polymer og nedbrudt pigment for at danne skimmelskala.
3) Særligt varme dele på formen (såsom formkerne), modificeringsmidler/stabilisatorer og andre tilsætningsstoffer kan klæbe til overfladen og forårsage tilsmudsning af skimmelsvamp. I dette tilfælde skal der træffes foranstaltninger for at opnå bedre styring af formtemperaturen eller bruge specielle stabilisatorer.
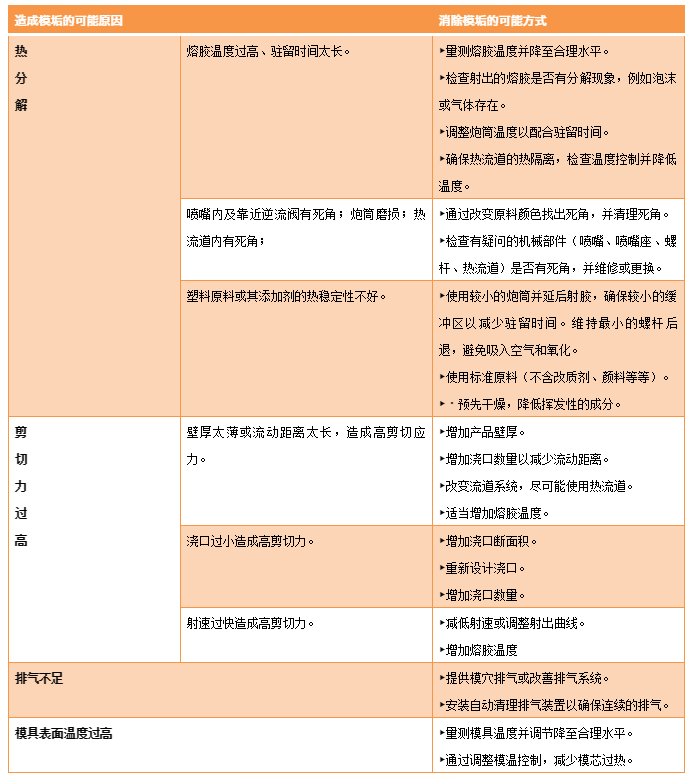
Følgende tabel viser de mulige årsager til skimmelsvamp og forebyggende foranstaltninger:
Tre, den pludselige forekomst af skimmelsvamp begroning modforanstaltninger
Hvis der pludselig opstår tilsmudsning af skimmelsvampe, kan det skyldes ændringer i støbeforholdene eller på grund af udskiftning af forskellige partier af støbematerialer. Følgende forslag kan hjælpe med at forbedre skimmelsvamp.
Mål først temperaturen på smelten og kontroller visuelt, om smelten er nedbrudt (såsom brændte partikler). Kontroller samtidig, om formmaterialerne er forurenet af fremmede stoffer, og om der anvendes samme rengøringsmidler. Tjek formens udstødningstilstand.
Kontroller igen driftsmaskinen: brug farvede støbematerialer (undtagen sort), sluk for sprøjtestøbemaskinen efter ca. 20 minutter, fjern mundstykket og stikket, fjern det om muligt med skruen, tjek om råmaterialet har brændte partikler, og fortsæt med råmaterialet Farvesammenligning, find hurtigt ud af kilden til skimmelsvamp.
Overraskende årsager til skimmelsvampe er blevet fundet i mange tilfælde. Denne teknologi er mest velegnet til mindre sprøjtestøbemaskiner med en maksimal skruediameter på 40 mm. Elimineringen af skimmelsvamp forbedrer også klart kvaliteten af dele, når andre råmaterialer støbes. Ovenstående modforanstaltninger er også velegnede til støbning med varmeløbesystemer.
Tilsmudsning af forme fører til fejl i udseendet af sprøjtestøbte dele, især dele med overfladeerosion, som kan repareres ved sandblæsning med sandblæsningsmaskiner.

Fire, form vedligeholdelse
Når skimmelsvampen ikke kan fjernes ved at bruge alle ovenstående foranstaltninger, skal vedligeholdelsen og vedligeholdelsen af formen styrkes.
Skimmelsvampeaflejringer på formoverfladen er nemmere at fjerne i den indledende fase, så formhulrum og udstødningskanaler skal rengøres og vedligeholdes regelmæssigt (f.eks. efter hver batch af formproduktion). Hvis formen ikke vedligeholdes og vedligeholdes i længere tid, er det meget svært og tidskrævende at fjerne skimmelsvampen, efter at formen har dannet et tykt lag.
De sprays, der bruges til vedligeholdelse og vedligeholdelse af sprøjtestøbeforme, omfatter hovedsageligt: slipmiddel, antirustmiddel, fingerbølolie, limpletfjerner, skimmelrensemiddel mv.
Skimmelsvampens kemiske sammensætning er meget kompleks, og der skal bruges og forsøges nye metoder for at fjerne det, såsom almindelige opløsningsmidler og forskellige specielle opløsningsmidler, ovnspray og koffeinholdig limonade. En anden ejendommelig måde er at bruge gummi til rengøring af modelspor.

5. Forslag til at forhindre skimmelsvamp
Ved brug af hot runner-støbning og varmefølsomme råmaterialer vil smelteopholdstiden være længere, hvilket øger risikoen for, at råmaterialer nedbrydes og danner skimmelsten. Rengør sprøjtestøbemaskinens skrue.
Større løbere og porte anvendes ved dannelse af forskydningsfølsomme materialer. Flerpunktsporte kan reducere gennemstrømningsafstanden, sænke injektionshastigheden og reducere risikoen for skimmelsvamp.
Effektiv skimmeludstødning kan reducere muligheden for tilsmudsning af skimmelsvamp. Indstil passende formudstødning under formdesignfasen. Et automatisk udstødningssystem eller en udstødningsmetode, der nemt kan fjerne skimmelsvamp, er det bedste valg. Forbedringen af udstødningssystemet resulterer ofte i en reduktion af skimmelaflejringer på formen.
Dæk overfladen af formhulrummet med en speciel non-stick belægning for at forhindre dannelsen af skimmelaflejringer. Der bør udføres test for at evaluere effekten af belægningen.
Titaniumnitridbehandling på den indvendige overflade af formen kan undgå dannelsen af mugskala på formen.
Denne artikel kommer fra internettet, kun til læring og kommunikation, uden kommercielt formål.















 Hovedkvarter: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang-provinsen, P.R. Kina
Hovedkvarter: No. 539 Bohai Road, Beilun District, Ningbo City, Zhejiang-provinsen, P.R. Kina
 +86-18067123177
+86-18067123177